

Wire Manufacturing Process
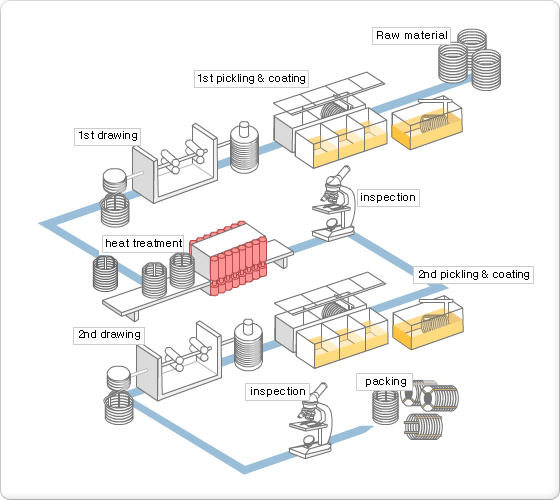
Pickling & Coating
| Process | Processing Order | Remarks |
|---|---|---|
| CA | Pickling & coating→washing→neutralizing→lime tank→drying | 1st drawing & 1st heat treatment |
| BCA | Pickling & coating→washing→bondelight→washing→neutralizing→lime tank→drying | 1st drawing & SKP, HD |
| BRL | Pickling & coating→washing→bondelight→washing→neutralizing→bonderube→drying | SKP, HD |
Process Flow Diagram
Hydrochloric acid tank→washing→bondelight tank→washing→neutralizing tank→bonderube tank→lime tank→drying
Functions
Hydrochloric acid tank: removes oxide or foreign substance from the wire surface by HCI solution treatment
Washing tank: removes acid from the wire surface and prevents pollution by washing with water.
Neutralizing tank: changes remaining acid on the wire surface after hydrochloric acid treatment to neutral and prevents rust
Bondelight tank: during cold drawing process, it prevents sticking of wire due to the heat, and improves processability of wire by phosphate coating treatment.
Bonderube tank: lubricant coating that helps for easier drawing and better processability.
1st Pickling & coating (CA, BCA)
It is a coating that removes scale from the wire surface and lime is usually used for easier drawing and prevention of rust.
2nd Pickling & coating (BRL, BCA)
It is a coating that removes scale occurred during heat treatment, improves drawing process, and prevents sticking of wire during cold forging process. Phosphate and lubricant coating is usually used, but phosphate and lime coating is also used, if necessary.
Drawing Process
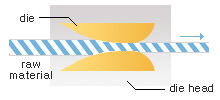
It is a process to make wires of demanded sizes and shapes by passing through the hole of die when producing steel wires or wires. This process is being repeated to produce the final producs.
Drawing Order
Raw material→pointing→withdrawal→drawing→joining
1st Drawing
It is a semi-finished process for further processing and the wire is formed in intermediate diameter. The purpose of this process is to correct the diameter differences and to improve spheroidized ratio.
2st Drawing (SKP)
The final product producing process demanded by customers and the purpose of this process is to remove pre-strain occurred during processing and to guarantee the physical properties that satisfy the customers demand.
Heat Treatment Process
Heat treatment process to constitute carbide existing inside the steel wire for easier cold drawing.
Heat Treatment Order
Charging→heating→atmosphere creation→cooling→drawing out
Packing Process
Types of Packing
1. Blanket type packing: uses PE material (blanket type) to wrap and tie with coils. It is suitable for coils over 500kg by unit weight.
2. Wrapping type packing: uses wrapping machine to wrap and tie with coils. It is suitable for coils of light weight.
3. Bulk type packing: is to bond together without wrapping with packing material. It is suitable for non-heat treated or low quality products.
4. Carrier packing: during the drawing process, products are directly received by a carrier, then tied and wrapped, and transported.
5. Custom packing: is a special packing method demanded by customers, particularly for high quality products which requires surface protection. It is to be decided by internal decisions.
| Description | Packing Color | Product TAG |
| low carbon steel | white | white |
| carbon steel | white | yellow |
| alloy steel | blue | blue |
Bar Manufacturing Process
CD-Bar Process
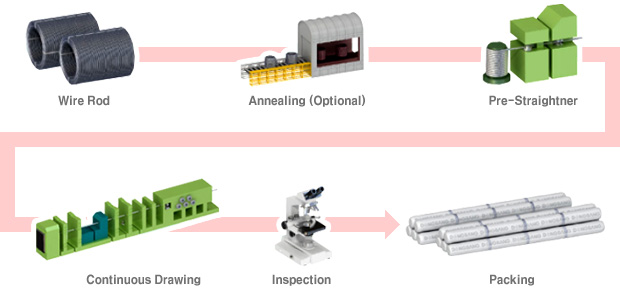
It is a process selectively applied according to types of steel wire when producing CD-BAR.(LA or SA heat treatment)
Pre-Straightner + Continuous Drawing
Straightness pre → correction → shot blaster → drawing → cutting → straightening processes are executed as one process in producing products. (straightness: max. 0.5mm/M)